ジンシー
ジンシー
ジンシー
ジンシー
ジンシー
ジンシー
ジンシー
ジンシー
ジンシー
板金のレベリングは、現代の金属製造において重要なステップです。切断、曲げ、溶接、またはスタンピング操作で一貫した結果を得るには、原材料が真に平らである必要があります。見た目が平らであるだけでなく、応力がなく、寸法が安定している必要があります。間違ったレベリング方法を選択すると、部品の不合格、やり直し、下流プロセスの障害が発生します。このガイドでは、すべての主要な板金レベリング方法を取り上げ、それぞれの背後にある物理学を説明し、材料、体積、精度の要件に基づいて適切なアプローチを選択するための実践的なフレームワークを提供します。
板金にレベリングが必要な理由
板金はミルからコイル状に排出されます。コイリング中に、外面が伸びる一方で内面が圧縮され、相反する応力が材料の粒子構造に閉じ込められます。サービスセンターがシートをほどき、真っ直ぐにし、所定の長さに切断するとき、これらの応力は完全には消えず、平らな金属片のように見える内部に閉じ込められたままになります。
この問題は、レーザーやプラズマ切断などの熱切断プロセスを適用した瞬間に明らかになります。熱によりロックされた応力が解放され、部品が反ったり、湾曲したり、エッジや中心に波が生じたりします。パンチングやファインブランキング後にも同様の歪みが発生します。機械的に切断された部品でも残留応力が発生し、その後の成形や溶接中に形状が歪みます。
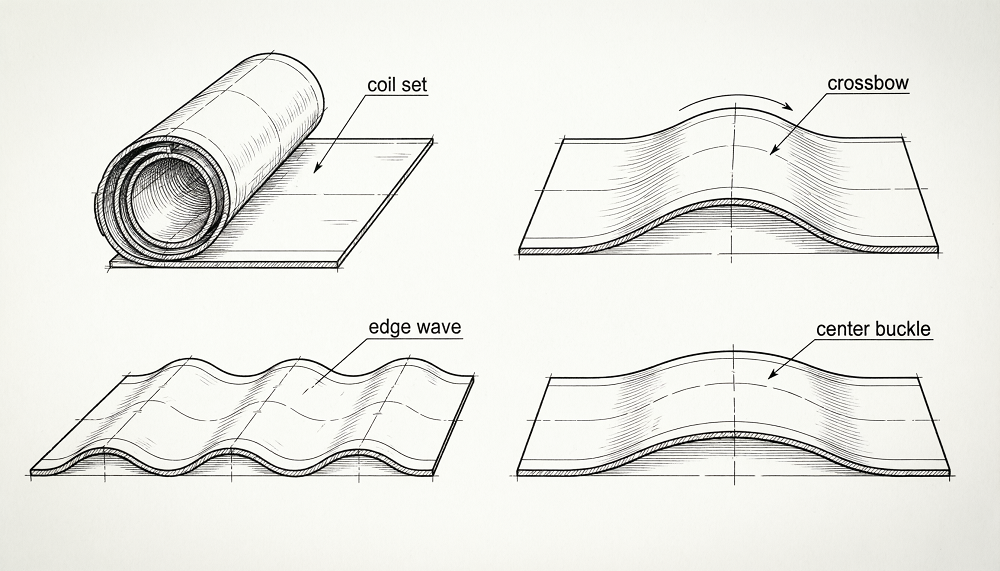
レベリングで対処する必要がある一般的な平坦性欠陥には、次のようなものがあります。
- コイルセット: コイルの巻き方向に沿った縦方向の湾曲で、コイルコアに向かって最も激しくなります。
- クロスボウ: 圧延方向に対して垂直な横方向の弓で、中心が端よりも高く盛り上がっています。
- エッジウェーブ: 中心に対するエッジゾーンの圧縮応力によって生じる波状のエッジ。
- センターバックル: シート中央部の局所的な座屈。中央部が端部よりも長い。
- ツイスト: 部品表面全体にわたる斜めの歪み。非対称な切断や取り扱いの際によく発生します。
各欠陥タイプは異なる応力プロファイルを持っているため、各レベリング方法に対する反応も異なります。理解する 板金の平面度の規格 レベリングプロセスを選択する前に、測定可能な許容基準を定義し、試運転時の紛争を回避できます。
ハンマーとフレームレベリング
ハンマーレベリングは最も古い板金レベリング方法であり、機械によるレベリングが現実的ではない特定の状況で現在でも使用されています。経験豊富なオペレーターがハンマーで意図的なパターンでシートを叩き、圧縮されたゾーンを伸ばし、局所的な応力集中を緩和します。火炎平準化は、関連する原理に基づいて機能します。トーチは局所的な領域を加熱し、熱膨張を引き起こします。ゾーンが冷えて収縮すると、周囲の材料が加熱点に向かって引っ張られ、局所的な曲がりが修正されます。
どちらの方法もかなりのスキルを必要とします。結果は、部品を読み取り、応力分布を判断し、適切なエネルギーを適切な順序で適用するオペレータの能力に直接依存します。 2 人のオペレータが同じ結果を生成することはなく、単一の部分を確実に再現することはできません。歪みの程度や部品の複雑さに応じて、1 つの部品を平らにするのに 30 分から数時間かかる場合があります。

ハンマーと火炎の水平調整が理にかなっている場合
- ローラーマシンを通過できないすでに組み立てられた構造物または溶接物。
- 生産量が非常に少なく、機械のセットアップコストが正当化されない場合。
- マシンガイドでは対応できないカスタム形状または異形の部品。
- 寸法公差が中程度の完成部品の現場修正。
スループット、再現性、または精密な平坦度公差が重要な生産環境では、ハンマーとフレームレベリングは適していません。人的要因により、バッチ全体で一貫した結果を保証することは不可能になります。
プレスと矯正 プレスレベリング
矯正プレスはシートまたはプレートを 2 点で支持し、成形ダイを適用してそれらの支持点の間で材料を平らにプレスします。この処理は、歪みが集中している部分の特定の場所を対象とします。通常、各プレス ストロークで 1 つの領域が修正され、隣接するゾーンに応力が発生する可能性があるため、部品が許容可能な平坦度に達するまでに複数のプレス サイクルが必要になります。
一部の製造業者は、プレス ブレーキを即席のレベラーとして使用しています。これは、目に見える単一の変形を修正するのには有効ですが、分散された内部応力には対処できません。専用の矯正プレスは、レベリングに再利用されたプレス ブレーキよりも優れた制御性を提供しますが、それでもローラーベースのシステムのスループットや応力除去深さに匹敵することはできません。
矯正プレスで単一の部品を平らにするのには通常時間がかかります 60分まで また、ストローク間のパーツの動作を解釈するには、熟練した専門家が必要です。この方法は、ローラーレベラーの機械的能力が不足する可能性がある 50 mm を超える厚さのプレートや、機械投資が正当化されない少量生産の場合により実用的になります。
考慮すべき制限事項
- 分散した内部応力には対処できません。離散点で目に見える幾何学的欠陥のみが発生します。
- スプリングバックのリスクがあるため、プレスサイクルを繰り返し、サイクル時間を延長する必要があります。
- オペレータの判断に大きく依存するため、オペレータ間の再現性が異なります。
- 薄い金属板には適していません。局所的な荷重集中が大きいと、表面の損傷や永久的な跡が残る危険があります。
ローラーレベリング: 単純な矯正装置から精密システムまで
ローラーレベリングは、最も広く使用されている工業用板金レベリング方法です。シートは一連の千鳥配置ローラーを通過し、徐々に振幅が減少する交互の曲げがシートに加えられます。この繰り返しの弾塑性変形により、内部応力が断面全体に再分散され、材料が均一で応力が緩和された平坦な状態に向かって押し上げられます。
基本的な物理現象は減少する正弦波に従います。つまり、入口端が最大の曲げ変位を適用し、連続する各ローラー ペアが材料が中立に近い応力状態で出るまで変位を減少させます。プロセスの有効性は、相互に関連する 3 つの変数によって決まります。 ローラー径、ローラーピッチ(中心間距離)、押し付け深さ(溶け込み) .
簡易ローラーレベラー(矯正機)
シンプルなストレートナーは、比較的大きな直径と広い間隔を持つ少なくとも 7 つのローラーを使用します。より厚いプレートや限られた厚さの範囲に対応します。ローラーは負荷によるたわみに対して積極的にサポートされていないため、圧力がかかるとたわみ、シート幅全体にわたって不均一な曲がりが発生します。平坦度の結果は、一般的な構造用途には十分ですが、精密製造には不十分です。多くの場合、機械を複数回通過させる必要があり、ローラーを正しく設定するプロセスは依然としてオペレーターの経験に依存します。
精密マルチローラーレベラー
精密レベラーは、作業ローラーの後ろに中間ローラーとサポートローラーを追加して、負荷によるたわみを防ぎます。これにより、作業ローラーの直径が小さくなり、ピッチが狭くなり、シートの単位長さあたりの曲げサイクル数が増加し、エッジウェーブやセンターバックルなどの短波欠陥を修正する機械の能力が向上します。精密システムは次の平坦度値を達成できます。 0.1mm/m以上 — 鋸刃、精密プレス部品、および微細公差の板金アセンブリの要件。
手動方法と比較して、ローラーレベリングはサイクル時間を大幅に短縮します。手動でのプレス ブレーキまたはハンマー レベリングに 10 分間必要な部品は、精密ローラー レベラーを使用すると 1 分未満で処理できるため、大量生産では目に見えるコスト削減につながります。
ローリングマシン(3本ローラー方式)
最も単純なローラーベースの構成では、3 つのオフセット ローラーを使用します。シートはローラーを通過する際に曲がり、許容できる平坦度になるまでこのプロセスが繰り返されます。このアプローチは、単純で均一な平坦度欠陥がある部品にのみ有効です。これは内部応力に対処するものではなく、大きな歪みのある材料に対して複数回の繰り返しが必要です。少量で軽度の曲げ修正を行うワークショップに最適です。
テンションレベリング
テンションレベリングでは、加えられた応力が材料の降伏強度を超えるまで、2 つのテンション リールの間でシートを引っ張ることにより、シートを縦方向に伸ばします。シートが断面全体で均一に降伏すると、以前に圧縮されたゾーンと張力が加わったゾーンの間の応力差がなくなり、材料は平らで残留応力の低い状態になります。
工業用テンションレベリング システムの多くは、ハイブリッド アプローチでローラー曲げと張力を組み合わせています。シートはまず曲げローラーを通過して総応力を再分散し、次に張力をかけて最終的な平坦性と厚さの均一性を実現します。この組み合わせは、ローラーのみのシステムでは表面接触による損傷を与えることなく十分な曲げを適用することが難しい高張力鋼や非常に薄い材料に特に効果的です。
テンションレベリングに最適なアプリケーション
- 非常に薄いシートとフォイルで、ローラーの直径が小さくても表面に跡が残ります。
- 降伏対引張比が 1.0 に近い高張力鋼グレードで、過度な応力がかからないと曲げることが困難です。
- 材料が連続的に稼働し、張力制御がすでにライン アーキテクチャの一部となっているコイル加工ライン。
- 幅方向の厚さの均一性が平坦性と同じくらい重要な用途。
欠点は、複雑さと資本コストです。張力の平準化には、張力リールの正確な制御と、不均一な引っ張りによる新たな長手方向の応力の導入を避けるための慎重な調整が必要です。切断後の部品ごとのレベリングにはあまり実用的ではなく、主にコイル加工環境で使用されます。
熱間圧延および冷間圧延のレベリング
冷間圧延レベリングでは、室温または室温付近でシートをローラーに通し、材料を塑性変形させる高圧を加えます。この方法は平面度を修正するだけでなく、表面仕上げを改善し、加工硬化により硬度と引張強度の両方が向上する機械的特性を向上させます。自動車のボディパネルブランクや精密エンジニアリング基板など、表面品質が主な要件である場合に適しています。制限は、冷間圧延がより薄いゲージに限定されることです。非常に厚いプレートには過剰な力が必要であり、加工硬化の影響により延性が低下し、下流の成形に影響が出る可能性があります。
熱間圧延レベリングでは、レベリング ローラーを通過させる前にシートを再結晶温度以上に加熱します。温度が上昇すると降伏強度が低下し、延性が増加するため、厚いプレートが非常に変形しやすくなります。暑さはストレス解消も促進します。このアプローチは、鋼材の一次加工や造船グレードのプレートの製造では標準的です。加熱によるエネルギーコストが操作上の主な欠点であり、熱処理により材料の微細構造が変化する可能性があり、仕様に敏感な用途では後処理検証が必要になります。
油圧式精密レベリング: 現代の工業規格
油圧による精密レベリングは、生産環境向けの板金レベリングにおける現在の最先端技術を表しています。ネジ調整により押圧力を固定するメカニカルローラーレベラーと異なり、 油圧レベリングマシン は閉ループ油圧シリンダーを使用して、シートの全幅にわたって押圧力とローラーギャップを動的に制御します。これにより、生産バッチ内で材料の厚さ、降伏強度、温度が変化しても、システムは一貫した曲げエネルギーを維持できます。

動作原理は弾性と塑性の交互曲げのままですが、油圧駆動の精度により、機械システムでは実現できない機能が解放されます。
- 幅広い材料範囲: 油圧システムは、単一の機械ファミリー内で 0.1 mm の極薄銅箔から 60 mm の特殊合金厚板までの材料を処理でき、保存されたレシピによってそれらを切り替えます。
- アクティブクラウンコントロール: 作業ローラーの後ろにあるサポートローラーはゾーンごとに油圧で調整され、荷重によるローラーのたわみを補償し、幅広のシート全体で一貫した曲げを確保します。これは、エッジの波とセンターのバックルを同時に排除するために重要です。
- 再現可能なレシピベースの操作: 材料固有のパラメータ (力、貫通力、速度) が保存され、自動的に呼び出されることで、シフト間でのオペレータ依存の設定の変動が排除されます。
- 穴があいて熱処理された材料の取り扱い: 高度なゾーンごとのローラー圧力制御により、幅方向の選択的な伸びが可能になり、穴あきシート、熱処理後のブランク、高張力プレートなどの単純なシステムに負ける材料を平らにすることが可能になります。
油圧レベラー設計の主な違いは、制御アーキテクチャにあります。油圧を制御するだけでは、ローラーの位置やシリンダーの力を閉ループ制御することはできません。リニア スケールとロード セルを介した位置と力のフィードバックにより、油温のドリフト、バルブ応答の変動、コンポーネントの段階的な摩耗に直面した場合でも、日々の再現性が可能になります。圧力制御のみに依存する機械は、狭い動作帯域内でのみ一貫した結果を生成します。
自動車部品、精密板金、エレベータ部品、鋸刃、電子機器筐体の大量生産作業では、油圧精度レベリングが生産レベルの平坦性保証を達成可能かつ検証可能にする方法です。の全範囲を探索する 産業用アプリケーション 精度のレベリングによって目に見えるプロセスの改善がもたらされます。
ストレッチャーレベリング
ストレッチャーのレベリングでは、油圧クランプを使用してシートの両端をつかみ、断面全体に渡って均一な降伏によって内部応力が均等になるまでシートを複数の方向に同時に引っ張ります。コイル加工ラインの張力レベリングとは異なり、ストレッチャー レベリングは個々のカット シートまたはプレートに対して動作し、縦方向と横方向の応力勾配の両方を 1 回の操作で修正する必要がある材料向けに設計されています。
この方法は優れた平坦度および残留応力除去を実現しますが、連続ローラーや張力レベリングよりも遅く、部品コストが長いサイクルタイムを正当化する航空宇宙用プレート、厚い構造ブランク、または特殊合金シートなどの高価値かつ少量の用途に最適です。慎重な調整が必要です。伸びが不十分だと残留応力が残ります。過剰な伸びは寸法と機械的特性を永久に変化させます。
適切な板金レベリング方法を選択する方法
正しいレベリング方法は、材料特性、生産量、平坦度要件、部品形状の組み合わせによって決まります。次の表は、すべての主要な方法にわたる主要な選択基準をまとめたものです。
| 方法 | 厚さの範囲 | ボリュームの適合性 | 平坦度の品質 | ストレス解消 | 典型的な使用例 |
|---|---|---|---|---|---|
| ハンマー/フレイム | どれでも | 1~5個 | 低/変動 | 部分的(ローカルのみ) | 溶接、現場修理 |
| 矯正プレス | > 50 mm (標準) | 小ロット | 中等度 | 部分的(点修正) | 厚いプレート、目に見える変形 |
| 簡易ローラーレベラー | 中厚さ | 中 | 中等度 | 限定 | 一般構造板 |
| 精密ローラーレベラー | 薄~中程度 | 高 | 高 (≤ 0.5 mm/m) | 良い | スタンピング、レーザーカットの準備 |
| テンションレベリング | 非常に薄い – 高強度 | 高 (coil line) | 非常に高い | 素晴らしい | AHSS、箔、コイル加工 |
| 冷間圧延レベリング | 薄い | 高 | 非常に高い | 良い | 自動車ボディパネル、精密部品 |
| 熱間圧延レベリング | 厚板 | 高 (mill-scale) | 中等度–high | 良い | 形鋼、造船用プレート |
| 油圧式精密レベリング | 0.1mm~60mm | 高 | 非常に高い (≤ 0.1 mm/m) | 素晴らしい | 精密加工、異種材料生産 |
| ストレッチャーレベリング | 中厚さ | 低~中 | 非常に高い | 素晴らしい | 航空宇宙用プレート、特殊合金 |
実用的な選択ロジック
まずは資料から始めましょう。単一の施設で広範囲の合金と厚さを処理する場合、レシピベースの一貫性で全範囲を処理できる唯一の方法は油圧式精密レベリングです。大量の単一材料ファミリーに限定して作業を行う場合は、その範囲に合わせて最適化された精密ローラーレベラーの方がコスト効率が高い場合があります。連続コイルライン内の非常に薄いフォイルまたは高度な高張力鋼の場合、張力レベリングは最も均一な結果をもたらします。厚板の修正や溶接の再加工を時折行う場合には、プレスまたは矯正プレスが実用的な選択肢となります。
次に、下流プロセスを検討します。平らにしたシートをレーザー切断する場合、幾何学的平坦性と同じくらい平らにした後の残留応力レベルが重要になります。熱切断により残留応力が解放されます。精密にスタンピングまたは成形される場合、幅全体にわたる平坦度の均一性が最も重要な要件となります。方法を選択する前に下流の感度を定義すると、平準化ステップが問題を単に移動するのではなく実際に解決することが保証されます。
技術と機器構成の詳細な比較については、次のガイドを参照してください。 金属レベリング技術 各アプローチの追加のツールレベルの詳細について説明します。
レベリングを完全な生産ラインに統合
最新の板金製造では、レベリングが単独のステップとして機能することはほとんどありません。レベリングへの投資収益率が最も高くなるのは、レベリング マシンが接続された生産ラインに組み込まれている場合です。つまり、上流のデコイラー、下流の切断またはスタンピング システム、およびトレーサビリティのために材料パラメータ、力の設定、平坦度の結果を記録する中央データ システムにリンクされています。
レシピベースの材料処理は実用的なメカニズムです。材料 ID が変更されると、レベリング プログラムが自動的に変更され、手動によるセットアップ時間や、新しい合金や厚さに対して間違ったパラメータを実行するリスクが排除されます。下流の検査フィードバック (平坦度測定結果を使用して次のレベリング サイクルを調整する) により、ループが閉じられ、オペレーターの介入なしで継続的な改善が可能になります。
選択したレベリング方法に関係なく、平坦度とともに表面の完全性も監視する必要があります。ローラーのマーキング、汚れたローラーからのピックアップ、アルミニウムや銅などの傷つきやすい合金の微細な傷は、レベリング中ではなくレベリング後に現れる不合格の原因です。メンテナンス規律 (ローラーのクリーニング、オイルの清浄度、センサーの校正、および定期的な形状の検証) は、長期間にわたって一貫した結果の平準化を維持するための運用慣行です。
生産ラインに統合するための油圧式精密レベリング ソリューションを評価するメーカーにとって、 アプリケーションの概要 業界および材料タイプごとの構成ガイドを提供します。




